



SIFT enables comprehensive analysis across multiple stimuli to quickly identify speed variations, faults, and parametric differences in silicon.
At the core of the SIFT technique is the intentional stimulation of devices using external inputs, with results compared against reference parts or timing and voltage sensitivities for precise insight.
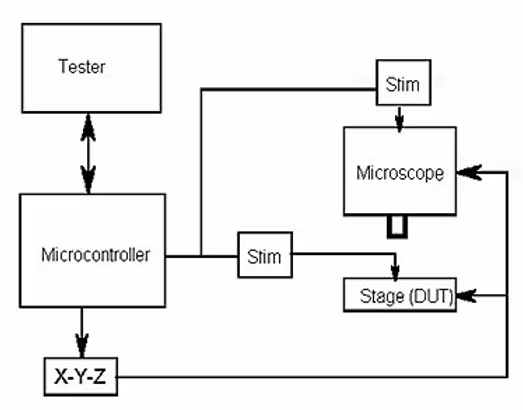
Seamless synchronous interfacing allows compatibility with virtually any tester—no wiring changes or program modifications required.
The system can be configured on either a motorized probe station or a portable microscope stand, making it ideal for both bench‑top analysis and test‑head applications.
Unlike traditional laser scanning microscope systems, the SIFT scanner features a straightforward, robust design without complex optical assemblies.
Its stepper‑based scanning approach enables DUT scan areas ranging from microns up to 300 mm or more, allowing entire boards, packages, and individual die to be analyzed with ease and flexibility.

{kind=link}
{kind=link}
{kind=link}
{kind=link}